10. Montáž a demontáž ložisek
Najít distributora
10.1 Základní informace
Valivá ložiska jsou silně namáhané díly strojů, jejichž části se vyznačují vysokou přesností. Aby bylo možné plně využít funkčních vlastností ložisek a nedocházelo předčasně k jejich poškození, je důležité správně stanovit postupy montáže a případně i demontáže. K tomu je především třeba se seznámit s konstrukcí uložení, připravit vhodné pracoviště a montážní pomůcky, které montáž a demontáž ložisek usnadní. Velmi důležité je, aby montáž prováděli pracovníci, kteří jsou k této činnosti zaškoleni a jsou vybavení ochrannými pomůckami.10.2 Montážní pracoviště
Pracoviště musí být vybaveno vhodným montážním nářadím a přípravky, aby práce byla pohodlná, ale i bezpečná. Vybavení se liší podle typu a velikosti ložisek, které se na pracovišti montují. Velmi důležitým požadavkem je zabezpečit, aby tyto nástroje byly čisté a celá práce se vykonávala v čistém pracovním prostředí. V negativním smyslu mají nečistoty rozhodující vliv na chod ložiska při jeho provozu. Podle velikosti a původu nečistot mohou mít vliv na zvýšenou hlučnost ložiska, ale mohou způsobit například i havárii ložiska. Stejné podmínky čistoty se musí dodržovat při přípravě veškerých mazacích prostředků a součástek souvisejících s uložením. Montážní pracoviště musí být proto odděleno od běžné výroby a vyhrazeno pouze k montáži ložisek. Pracoviště musí být dostatečně prostorné, suché a bezprašné. Nesmějí se na něm provádět žádné úpravy součástí, jako pilování, vrtání, svařování, které by mohly být příčinou zanesení nečistot do prostoru uložení, ani se se v blízkosti nesmí používat zařízení na stlačený vzduch. Pracoviště nesmí také podléhat povětrnostním vlivům, protože ložiska jsou velmi citlivá na vlhkost, hlavně po jejich vyprání od konzervačních prostředků nebo starého maziva.10.3 Pracovní postup
Před začátkem každé montáže je nutné stanovit na základě výkresové dokumentace pracovní postup, podle kterého se budou provádět jednotlivé pracovní úkony. Ve speciálních případech, které se od běžné praxe odlišují, je nutné zajistit podrobný montážní návod, obsahující všechny podrobnosti montáže, jako potřebné pomůcky a zařízení pro montáž a demontáž, měřidla, speciální nářadí, způsob ohřívání ložisek, druh a množství maziva apod.10.4 Příprava ložisek k montáži
Před montáží musí montér zkontrolovat, zda odpovídá označení uvedené na ložisku, nebo na obalu ložiska, údajům předepsaným na výkrese. Montér by měl mít základní znalosti o systému značení valivých ložisek.Ložiska ZKL jsou v originálním obalu chráněná proti korozi konzervačním prostředkem po dobu 5 roků za předpokladu správného skladování. Ložisko se v zájmu zachování čistoty vyjímá z obalu až těsně před montáží. Jen ve výjimečných případech se z ložiska odstraňuje konzervační prostředek. Pokud je obal poškozen, takže mohlo dojít během skladování k znečištění ložisek, je nutno ložisko před montáží vymýt vždy. K vymývání ložisek může být použito různých čisticích prostředků - organických, nebo anorganických. Používají se například technicky benzin s přidáním 5 až 10 % oleje, petrolej, líh nebo odvodňovací kapaliny. Nesmí se přitom zapomínat na to, že většinou jsou tyto prostředky hořlaviny. Alternativou jsou alkalické čisticí prostředky, které jsou ale žíraviny.
Ložiska se vymývají ve vhodné čisté nádobě pomocí štětce, kartáče nebo hadříku bez vláken. Při vymývání se jedním z kroužků ložiska otáčí. Nepostačí-li k vymytí jedna lázeň, používá se podle stupně znečištění více lázní. Po vymytí se musí ložisko ihned nakonzervovat olejem nebo tukem, podle druhu mazání, kterého bude použito za provozu. Při konzervaci se jedním kroužkem ložiska pomalu otáčí, aby oběžné dráhy obou kroužků i povrch valivých těles přišly do styku s konzervačním prostředkem.
Po nakonzervování je potřebné ložisko chránit před znečištěním a co nejdříve ho namontovat na místo určení. Antikorozní přípravek, kterým jsou nakonzervována ložiska ZKL, je slučitelný s většinou běžně používaných plastických maziv a nemusí se před montáží odstraňovat. Doporučuje se pouze otřít povrch a díru ložiska, aby bylo zabezpečeno správné usazení ložiska v uložení.
Na valivých ložiskách se nesmějí provádět žádné dodatečné mechanické úpravy, jako např. zhotovení otvorů pro přívod maziva, drážek, zápichů apod., neboť by se tím mohlo v kroužcích uvolnit napětí, které by způsobilo předčasné poškození ložiska. Mimo to vzniká nebezpečí znečištění ložiska třískami nebo brusným prachem.
Při manipulaci s ložisky je vhodné používat rukavice a zdvihací zařízení, které usnadní manipulaci s ložisky a zvýší bezpečnost práce. Pokud je nutné zdvíhat ložiska ve vertikální poloze, doporučujeme jejich zavěšení na ocelový pás nebo popruh po obvodě vnějšího kroužku a ne v jednom bodě. Pro zvedání v horizontální poloze doporučujeme opatřit velká ložiska na zvláštní objednávku závitovými otvory pro závěsná oka, která usnadní následnou manipulaci. Závěsné šrouby ale musí být zatěžovány výhradně ve směru osy dříku.
10.5 Příprava součástí uložení k montáži
Všechny součásti uložení musí být před montáží pečlivě vyčištěny a zbaveny ostřin vzniklých obráběním. Neopracované plochy vnitřku těles valivého uložení musí být naprosto čisté, dokonale zbavené zbytku formovacího písku a opatřené ochranným nátěrem. Důkladně je také třeba pročistit všechny mazací otvory a závity. Všechny ostré hrany je třeba srazit.
Před započetím vlastní montáže je třeba ještě překontrolovat dodržení předepsaných tolerancí, geometrickou přesnost, a jakost povrchu ložiskových sedel na hřídeli i v tělese. Přesnost rozměrů valivých ložisek není třeba před montáží kontrolovat.
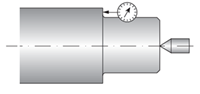
Pro spolehlivý provozní chod ložisek je třeba vyloučit montáž ložisek na hřídele, u nichž není zaručena požadovaná přesnost geometrického tvaru, na prohnuté hřídele nebo na hřídele s mechanickým poškozením. Proto je třeba před montáží hřídel pečlivě zkontrolovat. Podle velikosti hřídele je možno kontrolovat přesnost tvaru v hrotech na soustruhu (obr. 10.1) nebo v podpěrách, a to ručičkovým úchylkoměrem (indikátorem) nebo mikrometrem.
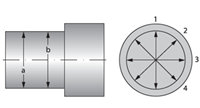
Kontrolu průměru válcového čepu je možno provést třmenovým kalibrem nebo mikrometrem ve dvou rovinách kolmých k ose čepu. V každé rovině se provedou 4 měření (obr. 10.2).
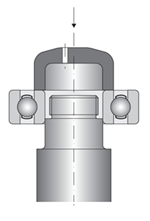
Dále je nutné provést kontrolu osazení a zaoblení přechodu na hřídeli. Je velmi důležité, aby kolmost osazení čel k ose válcové dosedací plochy pro ložiska byla co nejpřesněji. Ložiskový kroužek musí dosedat celou plochou na čelní plochy opěry. Při velkých úchylkách kolmosti čelních ploch vznikají při nalisování kroužků a při axiálním zatížení přídavná napětí v ložisku a deformace kroužků, které především při vyšších frekvencích otáčení nepříznivě ovlivňují chod ložiska. Způsob měření kolmosti čela osazení je znázorněn na obr. 10.3.
Kuželové čepy se kontrolují kuželovým kalibrem (převážně kužel 1:12), který musí dosedat po celé ploše.
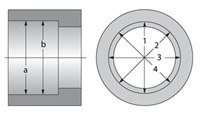
Ložisková tělesa kontrolujeme stejně jako čepy (obr. 10.4), a to mikrometrickým odpichem nebo kalibrem. Kontrolujeme rovněž souosost dosedacích ploch v tělese, zejména montují-li se kuličková a válečková ložiska. U dělených skříní je třeba překontrolovat, zda se nebude po utažení spojovacích šroubů deformovat díra v tělese, což by mělo za následek nežádoucí sevření a deformaci vnějšího kroužku ložiska.
 Obr. 10.1 |
 Obr. 10.2 |
 Obr. 10.3 |
 Obr. 10.4 |
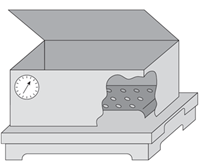
Výsledky měření je vhodné zaznamenávat. Při měření je nutné zajistit, aby měřené díly i měřicí přístroje měly přibližně stejnou teplotu. Toto je zvláště důležité u měření velkých ložisek a souvisejících dílů, které jsou velké a těžké.
Před montáží také doporučujeme místa uložení ložisek namazat montážní pastou. Montážní pastu lze použít pro veškerá pevná i suvná uložení. Usnadňuje vlastní montáž, omezuje vznik stykové koroze a usnadňuje následnou demontáž ložiska z uložení.
10.6 Montáž ložisek s válcovou dírou
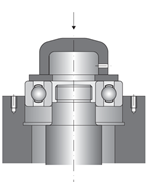
Různé druhy a velikosti valivých ložisek vyžadují i různý montážní postup. Zásadně je třeba se při montáži vyvarovat přímých úhozů kladivem na nákružky kroužků, na klece nebo valivá tělesa. Při montáži nerozebíratelných ložisek musí montážní síla působit na kroužek uložený s přesahem, jenž se montuje nejdříve. V žádném případě se nesmí montážní síla přenášet přes valivá tělesa ložiska. Většinou se tak lisuje nejdřív ložisko na čep zatěžováním přes vnitřní kroužek a následně se nasune celé ložisko do tělesa, kde je zpravidla suvné uložení (obr. 10.5). Jestliže je montováno nerozebíratelné ložisko s přesahem na hřídeli i v tělese, musí působit montážní síla rovnoměrně na oba kroužky (obr. 10.6). Kroužky rozebíratelných ložisek se mohou montovat samostatně.
 Obr. 10.5 |
 Obr. 10.6 |
Ložiska se do úložných celků montují buď za studena, nebo za tepla.
10.6.1 Montáž za studena
10.6.2 Montáž za tepla
Montáž za tepla se používá u větších ložisek, jejichž kroužky bývají uloženy s větším přesahem. Při tomto postupu se před montáží ohřívají vnitřní kroužky, případně celá ložiska nebo tělesa, do kterých se ložiska montují. Postup montáže s teplotou ohřevu ložiska nad 100 °C je doporučeno konzultovat s pracovníky technicko-konzultačních služeb ZKL.
Pro rychlý, bezpečný a čistý ohřev ložisek jsou vodná především indukční ohřívací zařízení, která zajistí rovnoměrné prohřátí ložiska bez rizika místního přehřátí. Jednotlivá ložiska menších velikostí lze ohřívat na ohřívací elektrické plotně s termostatickou regulací. Ložiska je třeba v průběhu ohřevu několikrát otáčet. Pro ložiska středních velikostí lze použít horkovzdušnou ohřívací skříň s termostatickou regulací. Doba ohřevu je však poměrně dlouhá.
Valivá ložiska všech typů a velikostí se mohou ohřívat v olejové lázni (obr. 10.7). Tento způsob ohřevu není vhodný pro ohřev utěsněných ložisek, ložisek s náplní plastického maziva a přesných ložisek. Olejová náplň by měla být vybavena termostatickou regulací (teplota 80 až 100ºC), ale běžně se provádí ohřev o 50 až 60 ºC nad teplotu okolí, tzn. ohřátí oleje na 70 až 80 ºC. Ložiska je třeba v lázni položit na rošt nebo v lázni zavěsit, aby se zamezilo jejich přímému styku s ohřívanou plochou a tím přehřátí. Ohřev v olejové lázni má však řadu nevýhod a to zejména nebezpečí úrazu, zatěžování životního prostředí olejovými parami, nebezpečí vznícení horkého oleje a možnost znečištění ložiska.
Obr. 10.7
10.7 Montáž ložisek s kuželovou dírou
Ložiska s kuželovou dírou se upevňují na hřídeli pomocí upínacích nebo stahovacích pouzder, případně přímo na kuželový čep. Vnitřní kroužek s kuželovou dírou je na čepu uložen vždy s pevněji než kroužek s válcovou dírou. Pevného uložení se dosáhne buď nalisováním vnitřního kroužku pomocí matice, nebo kuželového pouzdra. V obou případech se vnitřní kroužek roztáhne a způsobí zmenšení radiální vůle v ložisku. Proto je nutné stanovit metodu, která zajistí správné stanovení přesahu. Toho lze dosáhnout měřením zmenšení radiální vůle spárovými měrkami. Vůle před montáží i po montáži musí být měřená mezi vnějším kroužkem a nezatíženým valivým tělesem. Tato metoda je vhodná pro střední a velká soudečková ložiska. Jiné metody jsou například měřením utahovacího úhlu pojistné matice nebo měření axiálního posunutí vnitřního kroužku na kuželovém čepu. Při montáži dvouřadých kuličkových naklápěcích ložisek se může matice upínacího pouzdra přitáhnout do takové míry, aby se dal vnější kroužek lehce otáčet a vyklápět. Způsob montáže je vhodné konzultovat u výrobce.
Spolehlivost upevnění soudečkových ložisek se může kontrolovat měřením axiálního posunutí vnitřního kroužku na čepu či kuželovém pouzdře. Počáteční poloha pro měření tohoto posunutí se dosáhne, když stykové plochy (kroužku, pouzdra, hřídele) dosedají na sebe po celé úložné ploše. Hodnoty axiálního posunutí pro montáž dvouřadých soudečkových ložisek s kuželovou dírou jsou uvedeny v tabulce 5 v kapitole Soudečková ložiska.
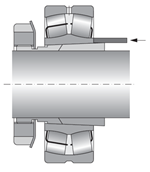
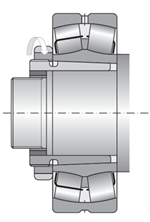
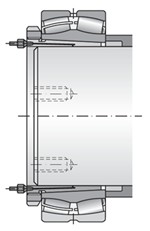
Malá ložiska do průměru díry 80 mm lze lisovat na kuželový čep, upínací pouzdro (obr. 10.8), nebo stahovací pouzdro (obr. 10.9) pomocí koncové matice, která se utahuje montážním klíčem. Před montáží je třeba natřít stykové plochy olejem.
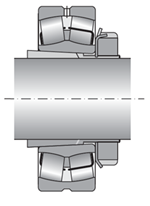 Obr. 10.8 |
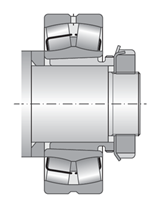 Obr. 10.9 |
Větší ložiska vyžadují mnohem větší montážní sílu, a proto by měla být při jejich montáži používána hydraulická matice nebo metoda tlakového oleje, kdy je olej pod vysokým tlakem přiváděn mezi stykové plochy kroužku a čepu (obr. 10.10). Tím je vytvořen olejový film, který snižuje tření mezi úložnými plochami. Tato metoda lze použít i při montáži na upínací nebo stahovací pouzdra, která jsou pro tuto metodu upravena. Pro montáž se doporučuje používat olej s viskozitou 75 mm2/s při 20ºC (jmenovitá viskozita při 40ºC je 32mm2/s).
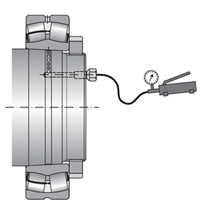
Obr. 10.10
10.8 Demontáž ložisek s válcovou dírou
Pokud se ložiska a související díly budou opět používat, je nutné demontáži věnovat patřičnou pozornost. Nerozebíratelné ložisko se vždy demontuje působením síly na kroužek uložený s přesahem. U rozebíratelných ložisek se demontují postupně, analogicky s montáží těchto ložisek.
Pro demontáž menších ložisek jsou vhodné mechanické stahováky (obr. 10.11) nebo hydraulické lisy. Demontáž ulehčí drážky na hřídeli nebo v tělese, které umožní nasadit stahovák na kroužek montovaný s přesahem. Pro stahování vnitřních kroužků válečkových ložisek, které jsou montovány za tepla, jsou určena indukční zařízení.
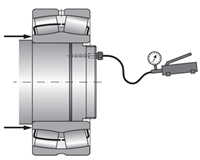
Pro demontáž ložisek pevně uložených na válcovém čepu je vhodný i postup s pomocí tlakového oleje (obr. 10.12). Tato metoda výrazně usnadňuje demontáž v případech, kdy by bylo nutné vyvinout velké stahovací síly. Použití této metody vyžaduje, aby uložení bylo opatřeno kanálky a rozváděcími drážkami pro přívod tlakového oleje do uložení vnitřního kroužku ložiska. Přivedený olej výrazně sníží nutnou sílu pro demontáž ložiska, kterou je nutné i při využití této metody provádět s vhodným stahovacím zařízením. Jakmile olej oddělí povrchy uložení ložiska, což poznáme prosakováním oleje, ložisko rychle, bez přerušení stáhneme. Pokud se ložisko po částečném odkrytí olejové drážky na hřídeli zablokuje, musíme jej nahřát nebo stáhnout značnou silou pomocí hydraulického nářadí.
 Obr. 10.11 |
 Obr. 10.12 |
Pro demontáž vnitřních kroužků válečkových ložisek bez vodících přírub nebo s jednou vodící přírubou lze také použít ohřívací kroužky, tzv. termokroužky. Jedná se o přípravky vyrobené z lehké slitiny s radiálními drážkami (obr. 10.13). Jedná se o levnější alternativu k indukčním zařízením, především pro demontáž ložisek s průměrem díry větším než 400 mm nebo ložisek, která se demontují jen občas. Termokroužek se ohřeje na elektrické ohřívací plotně na teplotu asi 280ºC, nasune se na demontovaný ložiskový kroužek a sevře se držadly. Po stažení vnitřního kroužku válečkového ložiska z čepu je třeba kroužek ihned vyjmout z termokroužku, aby nedošlo k jeho přehřátí.
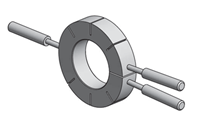
Obr. 10.13
10.9 Demontáž ložisek s kuželovou dírou
Jestliže je ložisko namontováno na kuželovém čepu nebo na upínacím pouzdru, je třeba nejdříve odstranit pojištění koncové matice nebo matice pouzdra. Matice se povolí o vzdálenost nutnou pro uvolnění ložiska. Případně je možno použít jinou zarážku. Ložisko se po stahování z kuželového čepu uvolní rázem a bez této zarážky je riziko pádu ložiska z čepu hřídele.
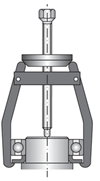
Demontáž malých a středních ložisek z kuželového čepu se provádí běžně pomocí stahováků, které se uchytí za vnitřní kroužek ložiska, nebo opěrnou součást, jako např. labyrintový kroužek. Již při konstrukci uložení je vhodné myslet na umístění vhodných otvorů nebo drážek pro ramena stahováku. Vnitřní kroužky malých ložisek lze stáhnout i pomocí lisu nebo kladiva a trnu. Při použití lisu, je nutno opřít upínací pouzdro a silou působit na vnitřní kroužek ložiska (obr. 10.14).
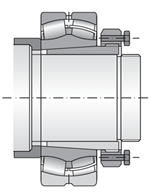
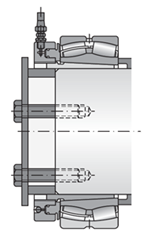
Ložiska, která jsou upevněna stahovacím pouzdrem, se demontují pomocí koncové matice (obr. 10.15). Při demontáži velkých ložisek, kdy je nutné vyvinout větší sílu, lze použít odtlačovaní šrouby, které jsou vedeny maticí (obr. 10.16). Mezi vnitřní kroužek ložiska a šrouby je třeba vložit podložku, aby se zabránilo poškození ložiska. Velmi rychlá, jednoduchá a hospodárná je demontáž stahovacího pouzdra pomocí hydraulické matice. Pokud je ložisko na okraji čepu, doporučuje se před demontáží hydraulickou matici zajistit přípravkem připevněným např. k čelu hřídele (obr. 10.17).
Velká stahovací pouzdra mají zpravidla kanálky a drážky pro tlakový olej. Olej se tak přivádí přímo stahovací maticí mezi hřídel a pouzdro a mezi pouzdro a ložisko (obr. 10.18). Stykové plochy se po natlakování mohou vzájemně posouvat bez nebezpečí poškození. Potřebného tlaku se dosáhne olejovými injektory. Při demontáži se používá olej s viskozitou přibližně 150 mm2/s při 20ºC (jmenovitá viskozita oleje je asi 46 mm2/s při 40ºC).
 Obr. 10.14 |
 Obr. 10.15 |
 Obr. 10.16 |
 Obr. 10.17 |
 Obr. 10.18 |
10.10 Skladování ložisek
Ložiska ZKL jsou skladována a balena tak, aby vlastnosti ložisek zůstaly zachovány co nejdéle. Předpokladem pro splnění těchto cílů je splnění podmínek pro skladování ložisek a manipulaci s nimi.Relativní vlhkost vzduchu ve skladu by neměla překročit 60% a nemělo by docházet k velkému kolísání teploty. Nejvhodnější rozsah teplot pro skladování ložisek je 15 až 25ºC.
Ložiska by neměla být vystavena vibracím a otřesům. Při uskladnění nesmějí na ložiska působit agresivní média, jako např. plyny, mlha nebo aerosoly kyselin, louhů a solí. Rovněž je třeba zabránit vlivu přímého slunečního světla, které může vyvolat velké kolísání teplot v obalu. Velká ložiska, zvláště lehkých řad, nesmí být skladována nastojato. Mají se ukládat položená horizontálně, aby nedošlo k deformaci kroužků. Ložiska se nesmí ukládat do regálů z čerstvého dřeva ani na kamennou podlahu. Ložiska nesmí být uložena v bezprostřední blízkosti vytápěcího nebo vodovodního potrubí.
10.10.1 Skladovací doba
Při překročení přípustných skladovacích dob doporučujeme před montáží překontrolovat ložiska z hlediska konzervace a koroze.
Oboustranně zakrytá (2Z) nebo utěsněná (2RS) ložiska by se podle možností neměla skladovat až do konce skladovací doby. Náplň plastického maziva může v průběhu uskladnění zestárnout vlivem chemických a fyzikálních procesů. Ložiska mohou být funkční, avšak mazivo může být již nepoužitelné. Doporučená doba skladování ložisek s plastickým mazivem jsou dva roky.